- English
- 简体中文
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- 繁体中文
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy
- Yoruba
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Дом
>
Продукты > Винты > Винты для сверления/нарезки резьбы > Крестообразные утопленные поднятые сверлильные винты с потайной головкой с резьбой самонарезающего винта
Продукты
- Болты и шпильки
- Винты
- 12-гранные винты с головкой под торцевой ключ
- Винты для сверления/нарезки резьбы
- Винты с шестигранной головкой
- Саморезы с шестигранной головкой
- Винты с шестигранной головкой
- Винты с накаткой
- Машинный винт
- Установочные винты/винты без головки
- Саморезы
- Барашковые/барашковые винты
- Шурупы для дерева
- Болт с потайной головкой
- Фланцевые болты
- Т-образные болты
- шестигранный
- шестигранные болты
- Болты с квадратным подголовком
- U болты
- Саморез
- Машинные винты
- Самосверлящие винты
- Фланцевые гайки
- Шестигранная гайка
- Стопорная гайка
- Соединительные гайки
- Пружинная гайка
- Оборудование Poleline
- Шайба
- Шестигранные структурные болты
- Шестигранные болты и винты







Крестообразные утопленные поднятые сверлильные винты с потайной головкой с резьбой самонарезающего винта
Оцените эффективные операции сверления и нарезания резьбы с помощью сверлильных винтов с крестообразным углублением и потайной головкой с резьбой DIN EN ISO 15483–2000. Эти винты, соответствующие международным стандартам, обеспечивают надежную работу в различных областях применения. Будь то строительство, автомобилестроение, промышленность или другие задачи, требующие сверления и нарезания резьбы, положитесь на винты DIN EN ISO 15483–2000 для эффективного крепления.
Модель:DIN EN ISO 15483
Отправить запрос
Описание продукта
Сверлильные винты с крестообразным углублением и потайной головкой с резьбой:Сверлильные винты с потайной головкой и крестообразной утопленной головкой с резьбой DIN EN ISO 15483–2000 представляют собой специализированные крепежные детали, предназначенные для сверления и нарезания резьбы в различных материалах, обычно используемые в строительном, автомобильном и промышленном секторах.
Соответствие стандарту DIN EN ISO 15483–2000:Эти винты соответствуют стандарту DIN EN ISO 15483–2000, обеспечивая высокое качество и надежность при сверлении и нарезании резьбы в различных материалах.
Двойная функциональность:Благодаря конструкции резьбы для сверления и нарезания резьбы эти винты позволяют эффективно выполнять операции сверления и нарезания резьбы за один этап, сокращая время сборки и повышая производительность.
Конструкция с приподнятой потайной головкой и поперечной выемкой:Благодаря приподнятой потайной головке и крестообразной выточке эти винты обеспечивают легкую установку и снятие с помощью совместимых отверток, обеспечивая удобство и универсальность при выполнении задач по креплению.
Широкое применение:Подходит для широкого спектра применений в строительстве, автомобилестроении, промышленности и других отраслях, где для безопасного и надежного крепления необходимы операции сверления и нарезания резьбы.
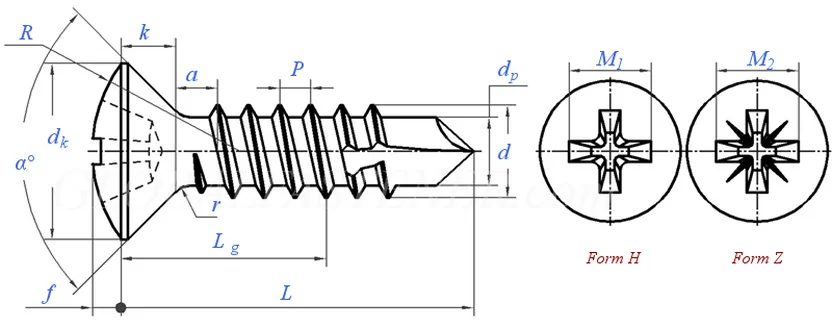
| ①. Функция наконечника сверла (диаметр dp) указана в ISO 10666. ②, Материал: а) Должна использоваться цементируемая или термообрабатываемая сталь. б) Твердость: Минимальная поверхностная твердость сверл после термообработки должна составлять 530 HV 0,3; Твердость сердцевины после термообработки должна составлять: от 320 HV 5 до 400 HV 5 для резьб ≤ST4.2, от 320 HV 10 до 400 HV 10 для резьб > ST4.2; Согласно ISO 10666 |





Горячие Теги: Сверлильные винты с крестообразным углублением и потайной головкой с нарезной резьбой, Китай, производители, поставщики, фабрика, оптовая торговля, по индивидуальному заказу, качество
Связанная категория
12-гранные винты с головкой под торцевой ключ
Винты для сверления/нарезки резьбы
Винты с шестигранной головкой
Саморезы с шестигранной головкой
Винты с шестигранной головкой
Винты с накаткой
Машинный винт
Установочные винты/винты без головки
Саморезы
Барашковые/барашковые винты
Шурупы для дерева
Болт с потайной головкой
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.